延慶z型鋼市場(chǎng)報價(jià)
發(fā)布時(shí)間:2023-06-04 02:21:40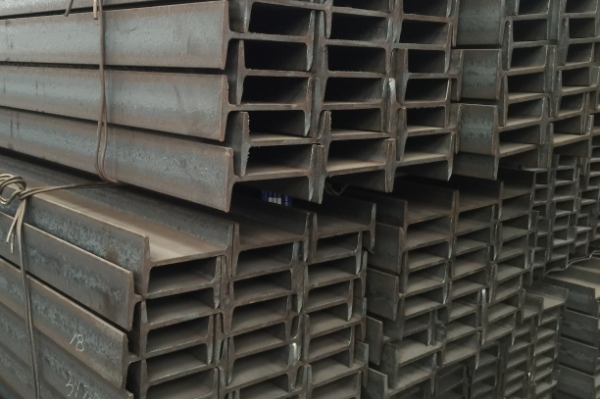
延慶z型鋼市場(chǎng)報價(jià)
低合金H型鋼截面形狀經(jīng)濟合理,力學(xué)性能好,軋制時(shí)截面上各點(diǎn)延伸較均勻、內應力小,與普通工字鋼比較,具有截面模數大、重量輕、節省金屬的優(yōu)點(diǎn),可使建筑結構減輕30-40%;又因其腿內外側平行,腿端是直角,拼裝組合成構件,可節約焊接、鉚接工作量達25%。常用于要求承截能力大,截面穩定性好的大型建筑(如廠(chǎng)房、高層建筑等),以及橋梁、船舶、起重運輸機械、設備基礎、支架、基礎樁等。 低合金H-型鋼是由工字型鋼優(yōu)化發(fā)展而成的一種斷面力學(xué)性能更為優(yōu)良的經(jīng)濟型斷面鋼材,尤其斷面與英文字母“H”相同而得名。其特點(diǎn)如下:翼緣寬,側向剛度大。抗彎能力強。 翼緣兩表面相互平行使得連接、加工、安裝簡(jiǎn)便。與焊攝工字鋼相比,成本低,精度高,殘余應力小,無(wú)需昂貴的焊接材料和焊縫檢測,節約鋼結構制作成本30%左右。相同截面負荷下.熱軋H鋼結構比傳統鋼結構重量減輕15%-20%。與砼結構相比,熱軋H鋼結構可增大6%的使用面積,而結構自重減輕20%一30%,減少結構設計內力。低合金H型鋼可加工成T型鋼,蜂窩梁可經(jīng)組合形成各種截面形式,極大滿(mǎn)足工程設計與制作需求。

延慶z型鋼市場(chǎng)報價(jià)
目前,建筑材料的使用非常廣泛。在施工過(guò)程中,鋼材的使用是必不可少的,但是鋼材有很多種。它們之間有什么聯(lián)系和區別:z型鋼的角度不同于c型鋼。c型鋼的角度為90度,z型鋼的角度小于90度。因此,在具有一定坡度的屋頂上使用檁條時(shí),應結合應力知識考慮檁條的角度。當z型鋼用于大坡度屋頂時(shí),可以充分發(fā)揮其抗彎性能。c型截面與z型截面相比,強軸和弱軸的力學(xué)性能有較大差異,且c型截面與鋼框架的連接多為螺栓鉸接,計算應基于簡(jiǎn)支。因此,從應力狀態(tài)、結構和計算結果來(lái)看,后者更為合理。因此,除了需要門(mén)窗開(kāi)孔及其他特殊接縫處理外,應選擇z型斷面。屋面坡度較小時(shí),z型檁條的彎曲截面模量略大于c型檁條,但差異不大。隨著(zhù)頂板坡度的加大,垂直方向對稱(chēng)的z形檁條彎曲截面模量利用率加大。因此,z形檁條適用于坡度較大的屋面。對于墻體來(lái)說(shuō),z型鋼和c型鋼沒(méi)有太大的區別。如果檁條想成為連續構件,采用z形檁條,因為z形檁條容易搭接。

延慶z型鋼市場(chǎng)報價(jià)
工字鋼就是鋼梁,工字鋼英文Universal Beam,是建筑結構中承受重量的鋼材,工字鋼截面為工字型,工字鋼分三類(lèi):普通工字鋼、輕型工字鋼、寬翼緣工字鋼。按翼緣與腹板高度比又分為寬幅、中幅、窄幅寬翼緣工字鋼。前二者生產(chǎn)規格是10—60號,也就是說(shuō)相應的高度為10cm—60cm。在相同高度下,輕型工字鋼的翼緣窄、腹板薄、重量較輕。工字鋼的規格也可用型號表示,型號表示腰高的厘米數,如工16#。腰高相同的工字鋼,如有幾種不同的腿寬和腰厚,需在型號右邊加abc予以區別,如32a#32b#32c#等。

延慶z型鋼市場(chǎng)報價(jià)
焊接H型鋼,因采用焊接工藝制作截面為H形得名,分為埋弧焊H型鋼,高頻焊H型鋼。埋弧焊H型鋼采用工藝:鋼板--自動(dòng)分條--組立--自動(dòng)埋弧焊--探傷--翼緣矯正--腹板矯正--端面加工--噴砂除銹--噴漆。全自動(dòng)埋弧焊生產(chǎn)線(xiàn)自下料、組立、焊接全部由微機控制,保證生產(chǎn)的H型鋼尺寸精度,焊縫質(zhì)量均達到國家標準 。采用GB50205-2001標準。高頻焊接H型鋼,靠高頻電流使金屬局部自身熔化焊合,不用焊絲,焊劑。可高速連續生產(chǎn),產(chǎn)量高,易實(shí)現機械化,自動(dòng)化。 相同截面具有優(yōu)良的截面性能。可以隨工程任意加工、設計及組合,并可制造特殊規格,配合特殊工程之實(shí)際需要。

延慶z型鋼市場(chǎng)報價(jià)
軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機的切割加工成長(cháng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機進(jìn)行穿空。一般較常見(jiàn)的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過(guò)錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長(cháng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。冷拔(軋)無(wú)縫鋼管的軋制方法較熱軋(擠壓無(wú)縫鋼管)復雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開(kāi)始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專(zhuān)門(mén)的酸性液體進(jìn)行酸洗。酸洗后,涂油。然后緊接著(zhù)是經(jīng)過(guò)多道次冷拔(冷軋)再坯管,專(zhuān)門(mén)的熱處理。熱處理后,就要被矯直。