臨沂z型鋼產(chǎn)地貨源公司
發(fā)布時(shí)間:2024-10-09 01:38:33
臨沂z型鋼產(chǎn)地貨源公司
c型鋼的規格主要有5種,分別是160、140、120、100、80,規格不同的話(huà),其使用范圍也會(huì )有所區別,大家應該根據施工設計需求來(lái)進(jìn)行合理選擇。另外,c型鋼的長(cháng)度一般都是可以根據施工設計需求來(lái)進(jìn)行合理安排的,但是為了避免在運輸或者是安裝c型鋼的過(guò)程中出現問(wèn)題,所以c型鋼的長(cháng)度一般都不可以大于十二米。c型鋼是一種使用c型鋼成型機進(jìn)行自動(dòng)加工成型的鋼材,而且c型鋼的成型機還可以根據給定的c型鋼的尺寸自動(dòng)完成C型鋼的成型工藝。

臨沂z型鋼產(chǎn)地貨源公司
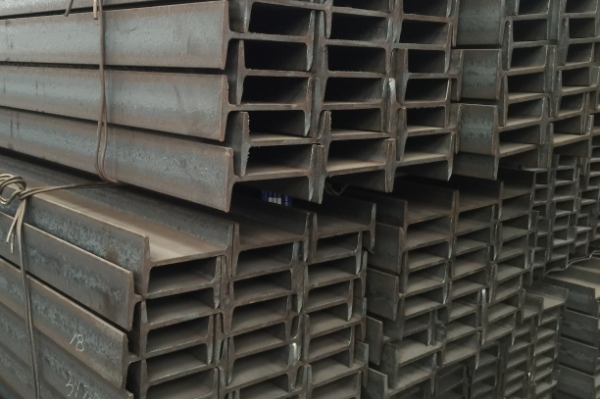
H型鋼可用焊接或軋制兩種方法生產(chǎn)。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產(chǎn)品性能均勻、尺寸規格受限制等缺點(diǎn)。因此,H型鋼以軋制方法生產(chǎn)為主。在現代化的軋鋼生產(chǎn)中,使用萬(wàn)能軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進(jìn)行軋制,翼緣則在水平輥側面和立輥之間同時(shí)軋制成形。由于僅用萬(wàn)能軋機尚不能對翼緣邊端施以壓下,這樣就需要在萬(wàn)能機架后設置軋邊端機,俗稱(chēng)軋邊機,以便對翼緣邊端給予壓下并控制翼緣寬度。在實(shí)際軋制操作中,把這兩座機架作為一組,使軋件往復通過(guò)若干次(圖2a),或者是令軋件通過(guò)由幾架萬(wàn)能機座和一兩架軋邊端機座組成的連軋機組,每道次施加一定的壓下量,將坯料軋成所需規格形狀和尺寸的產(chǎn)品。在軋件的翼緣部位,由于水平輥側面與軋件之間有滑動(dòng),軋輥的磨損比較大。為了保證重車(chē)后的軋輥能恢復原來(lái)的形狀,應使粗軋機組上下水平輥的側面以及與其相對應的立輥表面呈3°~8°的傾角。為修正成品翼緣的傾角,設置成品萬(wàn)能軋機,又叫萬(wàn)能精軋機,其水平輥側面與水平輥軸線(xiàn)垂直或有較小的傾斜角,一般不大于20′,立輥呈圓柱狀
臨沂z型鋼產(chǎn)地貨源公司
一般焊管:一般焊管用來(lái)輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進(jìn)行水壓、彎曲、壓扁等實(shí)驗,對表面質(zhì)量有一定要求,通常交貨長(cháng)度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱(chēng)口徑表示(毫米或英寸)公稱(chēng)口徑與實(shí)際的不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鋼鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進(jìn)行滲鋁處理。電線(xiàn)套管:也就是普通碳素鋼電焊鋼管,用在混凝土及各種結構配電工程,常用的公稱(chēng)直徑從13-76mm。電線(xiàn)套套管壁較薄,大多進(jìn)行涂層或鍍鋅后使用,要求進(jìn)行冷彎試驗。

臨沂z型鋼產(chǎn)地貨源公司
工字鋼也稱(chēng)為鋼梁,是截面為工字形狀的長(cháng)條鋼材。工字鋼分普通工字鋼和輕型工字鋼。是截面形狀為工字型的型鋼。工字型鋼不論是普通型還是輕型的,由于截面尺寸均相對較高、較窄,故對截面兩個(gè)主軸的慣性矩相差較大,故僅能直接用于在其腹板平面內受彎的構件或將其組成格構式受力構件。對軸心受壓構件或在垂直于腹板平面還有彎曲的構件均不宜采用。工字鋼廣泛地應用于建筑或 其他金屬結構工字鋼主要分為普通工字鋼、輕型工字鋼和寬翼緣工字鋼。按翼緣與腹板高度 比又分為寬幅、中幅、窄幅寬翼緣工字鋼。前二者生產(chǎn)的規格為10—60號,即相應的高度為10cm—60cm。在相同高度下,輕型工字鋼翼緣窄、腹板薄、重 量輕。寬翼緣工字鋼又稱(chēng)H型鋼,斷面特點(diǎn)是兩腿平行,且腿內側沒(méi)有斜度。 它屬于經(jīng)濟斷面型鋼,是在四輥軋機上軋制的,所以又稱(chēng)“工字鋼”。普通工字鋼、輕型工字鋼已經(jīng)形成標準。

臨沂z型鋼產(chǎn)地貨源公司
工字鋼自誕生以來(lái)就被應用于建筑行業(yè),隨著(zhù)不斷的發(fā)展,越來(lái)越多的行業(yè)開(kāi)始使用工字鋼。隨著(zhù)市場(chǎng)需求的增加,很多廠(chǎng)商相繼出現。購買(mǎi)時(shí)要慎重選擇,使用中要注意一些問(wèn)題。首先,這里客戶(hù)必須知道的是,建議用戶(hù)采用噴涂的方式涂防銹漆。它不適用于軸向受壓構件或在垂直于腹板的平面內彎曲的構件,這使得它的應用范圍非常有限。工字鋼上的油漆要攪拌均勻再刷。如果在操作過(guò)程中發(fā)現其粘度偏高,那么此時(shí)可以加入適量的水,加水量不要超過(guò)10%。你應該邊攪拌邊加入,以確保涂料溶液的均勻性。這些工作全部完成后,清理工件表面的灰塵、焊渣、油污、浮銹、舊漆,施工時(shí)保持通風(fēng)。這些都是使用工字鋼時(shí)須注意的問(wèn)題。